想要更直观地了解淮北(当地)利达牌镀锌钢管库存充足产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:淮北(当地)利达牌镀锌钢管库存充足的图文介绍
聚旺物资有限公司在取得良好经济效益回报社会、股东的同时,发扬企业表率作用,承担更多的社会责任,为 淮北高锌层镀锌管、行业做出更大贡献。
利达牌镀锌钢管库存充足")
利达牌镀锌钢管库存充足")
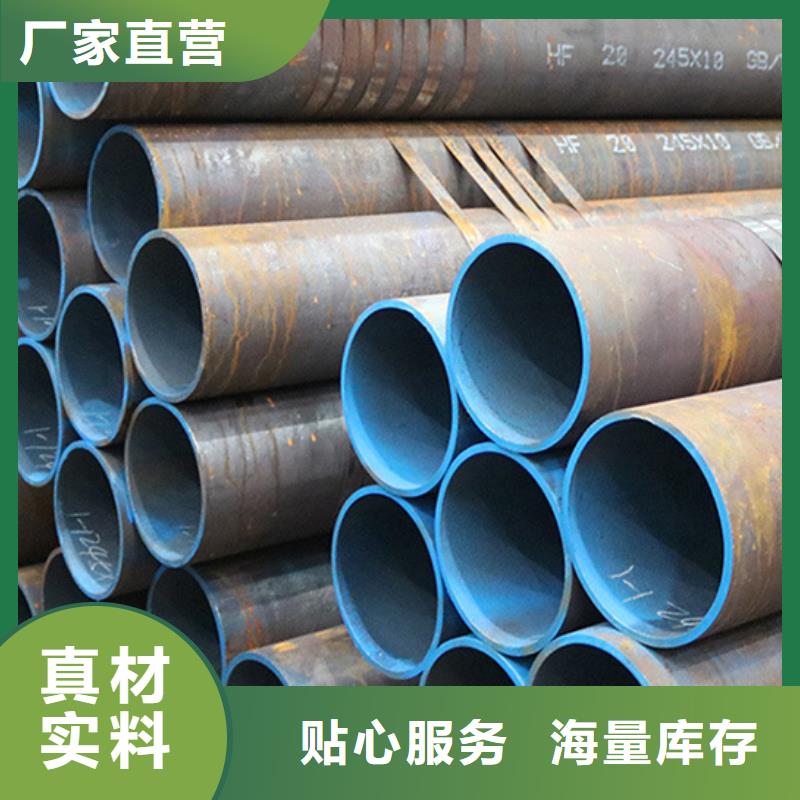
无缝管是一种广泛应用于各种领域的金属材料,主要因其具有较高的强度、淮北本地韧性和耐腐蚀性等特点而受到青睐。以下是无缝管在不同行业中的应用:1.机械制造:无缝钢管可用于制作各类机械设备的关键部件,如轴承套圈、淮北轴杆等;此外,还可用于生产高压容器、淮北附近船舶零件等高要求产品。2.建筑业:在建筑工程中,无缝管常被用作支架、淮北本地支撑件以及管道系统,例如供暖水管、淮北附近通风管道、淮北桥梁结构等。3.汽车制造业:无缝管也可应用于汽车的零部件制造,如在发动机连接处使用无缝钢管作为密封元件,提高车辆的性能和使用寿命。总的来说,无缝管适用于需要承受一定压力和高强度的场合,因此在许多工业部门都有广泛的应用。
利达牌镀锌钢管库存充足")
利达牌镀锌钢管库存充足")
利达牌镀锌钢管库存充足")
无缝管分热轧和冷轧(拨)无缝管两类。热轧无缝管分一般钢管,低、淮北同城中压锅炉钢管,高压锅炉钢管、淮北附近合金钢管、淮北本地不锈钢管、淮北当地石油裂化管、淮北本地地质钢管和其它钢管等。冷轧(拨)无缝管除分一般钢管、淮北当地低中压锅炉钢管、淮北同城高压锅炉钢管、淮北合金钢管、淮北当地不锈钢管、淮北当地石油裂化管、淮北同城其它钢管外,还包括碳素薄壁钢管、淮北合金薄壁钢管、淮北不锈薄壁钢管、淮北同城异型钢管。热轧无缝管外径一般大于 32mm,壁厚2.5-75mm,冷轧无缝钢管处径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm,壁厚小于0.25mm,冷轧比热轧尺寸精度高。一般用无缝钢管:是用10、淮北20、淮北当地30、淮北本地35、淮北附近45等优质碳结钢16Mn、淮北同城5MnV等低合金结构钢或40Cr、淮北本地30CrMnSi、淮北当地45Mn2、淮北本地40MnB等合金钢热轧或冷轧制成的。10、淮北20等低碳钢制造的无缝管主要用于流体输送管道。45、淮北本地40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、淮北同城拖拉机的受力零件。一般用无缝管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。低中压锅炉用无缝钢管:用于制造各种低中压锅炉、淮北本地过热蒸汽管、淮北当地沸水管、淮北本地水冷壁管及机车锅炉用过热蒸汽管、淮北本地大烟管、淮北小烟管和拱砖管等。用优质碳素结构钢热轧或冷轧(拨)无缝管。主要用10、淮北同城20号钢制造,除保证化学成分和机械性能外要做水压试验,卷边、淮北同城扩口、淮北附近压扁等试验。热轧以热轧状态交货、淮北当地冷轧(拨)以热处理状态交货。高压锅炉钢管:主要用来制造高压及其以上压力的蒸汽锅炉管道等用的优质碳素结构钢、淮北当地合金结构钢和不锈耐热钢无缝钢管、淮北这些锅炉管经常处于高温和高压下工作、淮北本地管子在高温烟气和水蒸汽的作用下还会发生氧化和腐蚀,因此要求钢管有高的持久强度、淮北附近高的抗氧化性能,并具有良好的组织稳定性,采用钢号有:优质碳素结构钢钢号有20G、淮北附近20MnG、淮北附近25MnG;合金结构钢钢号15MoG、淮北20MoG、淮北本地12CrMoG、淮北本地15CrMoG、淮北同城12Cr2MoG、淮北本地12CrMoVG、淮北当地12Cr3MoVSiTiB等;有锈耐热钢常用1Cr18Ni9、淮北当地1Cr18Ni11Nb高压锅炉管除保证化学成分和机械性能外,要逐根做水压试验,要作扩口、淮北同城压扁试验。钢管以热处理状态交货。此外,对成品钢管显微组织、淮北晶粒度、淮北同城脱碳层也有一定要求。
利达牌镀锌钢管库存充足")
利达牌镀锌钢管库存充足")
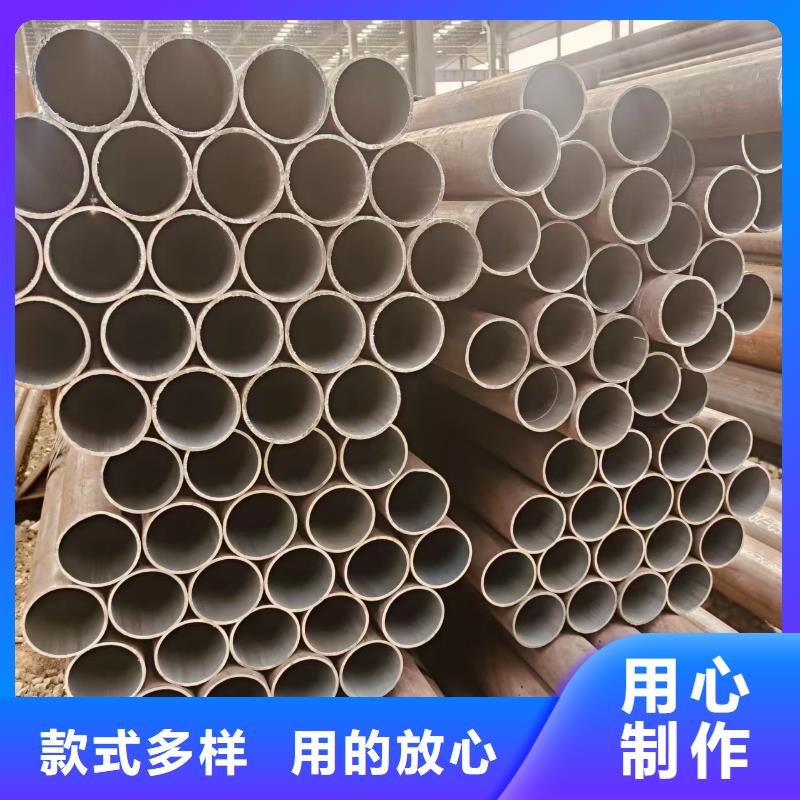
无缝管的种类无缝管根据用途、淮北外形和材质的不同,可以分为多种类型。按用途分类一般用途无缝钢管:用于输送流体、淮北本地结构零件等,如输送水、淮北当地气管道和结构件等。专用无缝管:用于锅炉、淮北地质勘探、淮北当地轴承、淮北同城耐酸等特殊用途。如锅炉用无缝钢管、淮北本地地质用无缝钢管和石油用无缝钢管等。按外形分类圆形无缝管:常见的一种,用于各种流体输送和结构件。异形无缝钢管:包括方形、淮北附近椭圆形、淮北当地三角形,六角形、淮北瓜子形、淮北同城星形等多种复杂形状,用于特殊用途。按材质分类普通碳素结构钢管:用于一般流体输送和结构零件。低合金结构钢管:具有较高的强度和韧性,用于高压和高温环境中的流体输送。合金结构钢管:具有优异的机械性能和耐腐蚀性,用于制造精密机械零件和液压设备等。不锈耐酸钢管:具有优异的耐腐蚀性能,用于输送腐蚀性流体。
利达牌镀锌钢管库存充足")
利达牌镀锌钢管库存充足")
利达牌镀锌钢管库存充足")
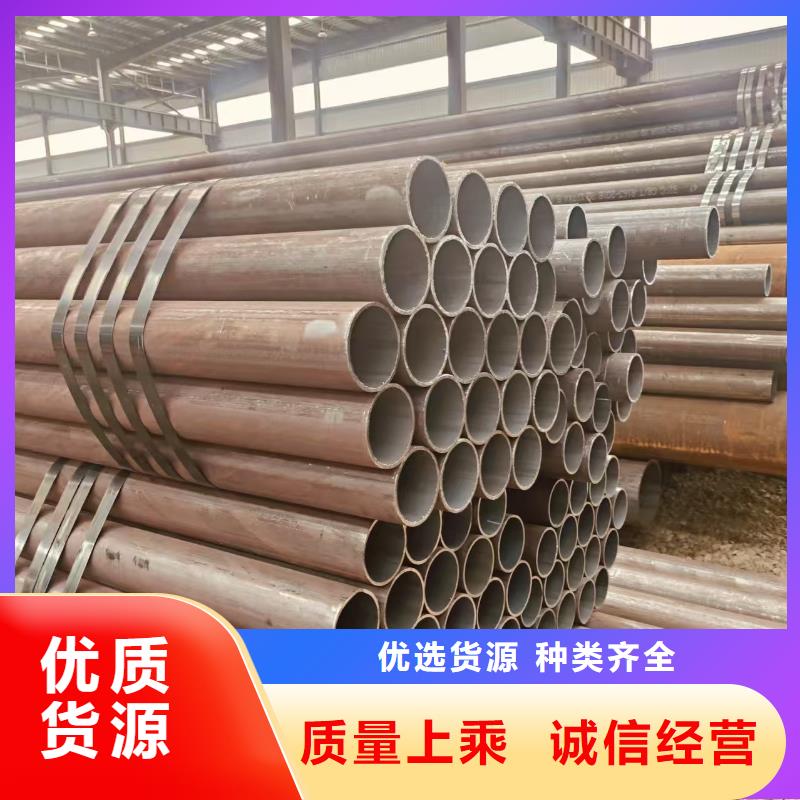
无缝管的生产方法很多。根据交货要求,可用热轧(约占80~90%)或冷轧、淮北同城冷拔(约占10~20%)方法生产。热轧管用的坯料有圆形、淮北当地方形或多边形的锭、淮北本地轧坯或连铸管坯,管坯质量对管材质量有直接的影响。热轧管有三个基本工序:①在穿孔机上将锭或坯穿成空心厚壁毛管;②在延伸机上将毛管轧薄,延伸成为接近成品壁厚的荒管;③在精轧机上轧制成所要求的成品管。轧管机组系列以生产钢管的外径来表示(见轧机)。无缝钢管生产方法见表1,括号中数字为创制年代。无缝钢管生产有近100年的历史。德国人曼尼斯曼兄弟于1885年首先发明二辊斜轧穿孔机,1891年又发明周期轧管机,1903年瑞士人施蒂费尔(R.C.Stiefel)发明自动轧管机(也称顶头式轧管机),以后又出现了连续式轧管机和顶管机等各种延伸机,开始形成近代无缝钢管工业。20世纪30年代由于采用了三辊轧管机、淮北当地挤压机、淮北同城周期式冷轧管机,改善了钢管的品种质量。60年代由于连轧管机的改进,三辊穿孔机的出现,特别是应用张力减径机和连铸坯的成功,提高了生产效率,增强了无缝管与焊管竞争的能力。70年代无缝管与焊管正并驾齐驱,世界钢管产量以每年 5%以上的速度递增。中国1953年后重视发展无缝钢管工业,已初步形成轧制各种大、淮北当地中、淮北小型管材的生产体系。铜管一般也采用锭坯斜轧穿孔、淮北附近轧管机轧制、淮北盘管拉伸工艺。
利达牌镀锌钢管库存充足")



 扫一扫
扫一扫